The project is funded within the Horizon Europe program (HaDEA) with Project ID – 101138842
State-of-the-art laser-based processes have limitations when it comes to their energy input. Most of these processes use Gaussian beam intensity profiles. These can result in thermal gradients with steep peaks of high temperature in the center, leading to vaporization. In addition, they can result in insufficient heating in the outer areas, causing reduced efficiency. Therefore, the beam characteristics play a crucial role in the performance and stability of laser-based materials processing. Control of beam size and shape is necessary to achieve optimal results. Different beam shapes such as flat-top, ring, pedestal, and saddle shapes have been identified as suitable for various applications. Different beam shapes are required in various parts of the production process.
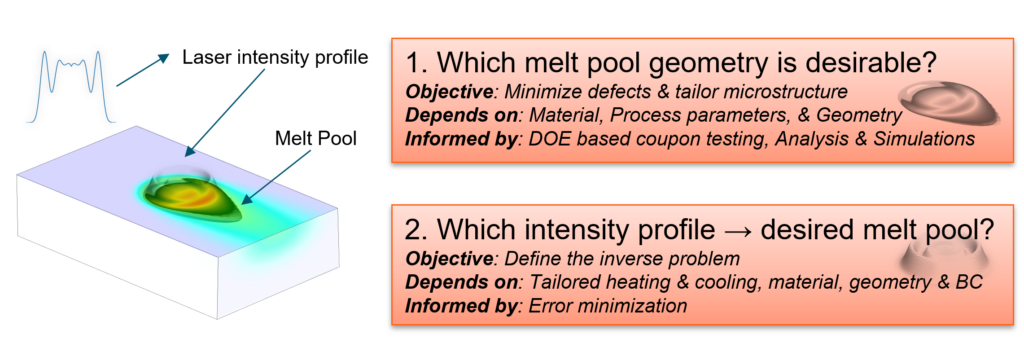
Fixed profile production beams have, therefore, limited versatility and non-optimal performance. Laser-based processes are complex and involve complex physical phenomena. Understanding these phenomena is essential to achieve desired material properties and part quality. The main research questions are: 1. What melt pool geometry is desirable, and 2. What profile will give the desired pool geometry? There are various approaches to dynamically varying beam profiles, but they involve varying costs and complexity. DED-LB/M is an industrial process that efficiently creates intricate multi-material components from wire and powder. Gaussian beams cause spatter, porosity, and LoF. Adaptive beam control can increase the width and lower the depth of the meltpool to prevent keyhole formation and minimize these defects.
Laser-based processing using powder as raw material causes spatter, contaminating fixtures and premises, leading to higher maintenance costs and lower uptime. Beam-shaping can reduce spatter particles and boost productivity while improving quality, resulting in increased profitability. Controlling laser parameters and feedstock properties can lead to desirable microstructures. Monitoring the melt pool is essential to maintain deposition thickness and ensure complete melting.
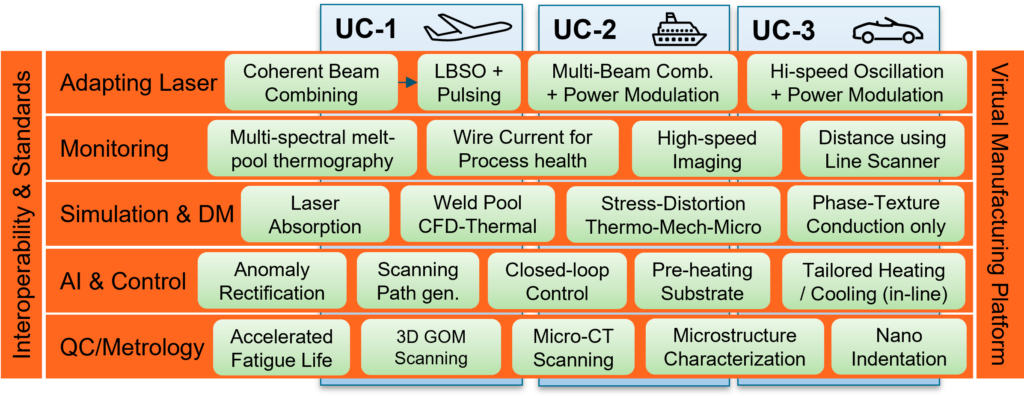
The ALABAMA project aims to develop adaptive laser technologies for additive manufacturing. The objective is to improve the quality of the process by shaping the laser beam and optimizing process parameters. Advanced online process monitoring and closed-loop control will be performed to ensure quality. The matured technology will be tested on three industrial sectors (Aviation, Marine, and Automotive), contributing to increased productivity, fewer defects, cost reduction, and energy savings. This will enable first-time-right manufacturing and increase autonomy for a resilient European industry.
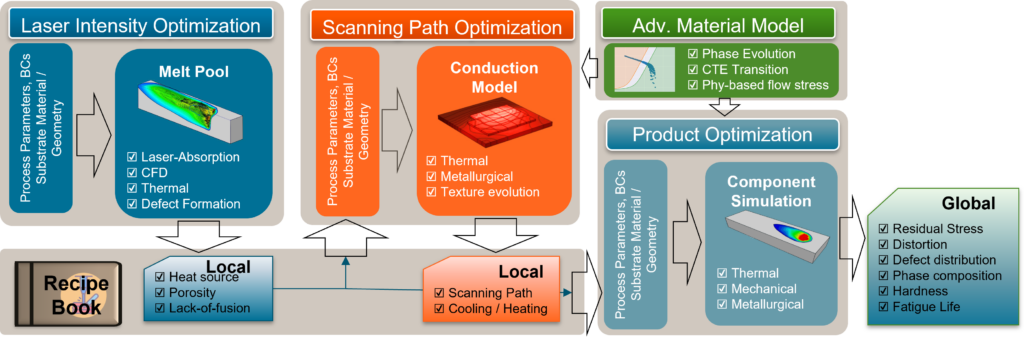
Aerobase Innovations AB will lead the work package where digital tools for process optimization will be developed. We will develop advanced material models and tools for optimizing the scanning path while considering the evolution of material microstructure. We will also create a framework for defect rectification. We will also perform component-level optimization. The project is funded by the European Health and Digital Executive Agency (HaDEA) [See Project Description: https://cordis.europa.eu/project/id/101138842]
SINTEF Manufacturing will coordinate the project with contributions from the following partners. Fraunhofer IWS, Fraunhofer SCAI, Eurecat – Technology Centre of Catalonia, Luleå University of Technology, IRIS srl, flowphys as, Stellantis/CRF, Nordic Additive Manufacturing, GKN Aerospace Sweden AB, and Technovative Solutions LTD (TVS).
Connect 🔗contribute.
Are you interested in learning about ALABAMA or participating in its various phases? Please get in touch with us and share your thoughts.